
Nazwa projektu: „Opracowanie prototypu maszyny wielofunkcyjnej
elementem budowania przewagi konkurencyjnej spółki TECHMATIK”
Projekt współfinansowany przez Unię Europejską
z Europejskiego Funduszu Rozwoju Regionalnego
Umowa o dofinansowanie Nr UDA-POIG.01.04.00-14-103/09-00 POIG.04.01.00-14-103/09-00
Dotacje na innowacje
Numer projektu: POIG.01.04.00-14-103/09 POIG.04.01.00-14-103/09
Tytuł projektu: „Opracowanie prototypu maszyny wielofunkcyjnej
elementem budowania przewagi konkurencyjnej spółki TECHMATIK”
GŁOSZENIE O DOKONYWANYM ZAKUPIE
Dotyczy zamówienia na:
Radom, 01.07.2011 r.
ZAMAWIAJĄCY:
TECHMATIK S.A.
ul. Żółkiewskiego 131/133
26-610 Radom
- Sławomir Podsiadło
- Beata Jędra
PRZEDMIOT ZAKUPU:
a. Postanowienia ogólne:
- Zamawiający udziela zamówienia w trybie zapytania ofertowego.
- Zamawiający nie dopuszcza możliwości składania ofert częściowych.
- Zamawiający nie dopuszcza możliwości składania ofert wariantowych.
- Zamawiający nie przewiduje zwrotu kosztów udziału w postępowaniu.
b. Opis przedmiotu zakupu:
- Zastosowanie podwójnego napędu śrubowego dla wszystkich liniowych osi X, Y, Z typu napęd przez środek ciężkości
- Podwójny silnik momentowy jednoczesnego i bezpośredniego działania dla napędu osi „A”
- Silnik momentowy bezpośredniego napędu zastosowany do napędu stołu obrotowego(palety) w osi „B”
- Konstrukcja maszyny zapewniająca maksymalnie wysoką sztywność obróbki oparta poprzez użycie „ramy w ramie”
- Poziome sztywne wrzeciono narzędziowe
- Przesuw osi X – 1550 mm
- Przesuw osi Y – 1600 mm
- Przesuw osi Z – 1300 mm
- Powierzchnia robocza palety – 1000×1000 mm
- Nośność palety – 2500 kg
- Liniały MAGNETYCZNE bezpośredniego odczytu położenia dla osi X, Y, Z z rozdzielczością 0,1 mikrometra.
- Minimalny kąt indeksowania stołu obrotowego pełnej 4-tej osi 0.001
- Zakres obrotu osi „B” – 360o
- Zakres obrotu osi „A” – 150 o (+30 o do -120 o )
- Czas obrotu osi „A”(90 o ) – 1.9 s
- Czas obrotu osi „B”(90 o ) – 1.7 s
- Realizacja kinematyki osi 4-tej i 5-tej stołu obrotowo-uchylnego ( „kołyska”) z obustronnym podparciem i jednoczesnym napędem
- Prędkość obrotowa wrzeciona – 10 000 obr/min
- Moc wrzeciona – 30kW
- Przyspieszenie wrzeciona do obrotów maksymalnych w ciągu 3,2 sek oraz wyhamowanie od obrotów maksymalnych do 0 w ciągu 3,4 sek.
- Siła zacisku narzędzia we wrzecionie 24 000 N
- Moment obrotowy wrzeciona min 600 Nm
- Napęd bezpośredni wrzeciona obrotowego
- Konstrukcja wrzeciona typu „cartridge” wraz z ułożyskowaniem
- Konstrukcja stożka wrzeciona – DUAL CONCTACT(Big Plus)
- Stożek wrzeciona typ MAS BT-50
- Posuw roboczy osi X, Y – 1÷42 000 mm/min
- Posuw roboczy osi Z – 1÷36 000 mm/min
- Posuw szybki osi X, Y – 42000 mm/min
- Posuw szybki osi Z – 36 000 mm/min
- Automatyczna wymiana palety
- Ilość palet – 2 szt
- Czas wymiany palety – 94 sek
- Odległość od powierzchni palety do osi obrotu wrzeciona – zakres -500 mm do +1100 mm
- Odległość od osi środka stołu do czoła wrzeciona – zakres 250 mm do 1550 mm
- Automatyczna zmiana narzędzia
- Pojemność magazynu narzędziowego – 60 pozycji
- Zalecana min. długość narzędzia instalowanego w magazynie – 800 mm
- Zalecana min. masa narzędzia instalowanego w magazynie – 30kg
- Czas wymiany narzędzia – 2.1 sek.
- Zarządzanie żywotnością narzędzia (Tool Life Mangament)
- Czujnik detekcji uszkodzonego narzędzia instalowany w magazynie
- Chłodzenie przez wrzeciono – 7MPa
- Sterowanie – FANUC
- Zintegrowany z sterowaniem system komputerowego wspomagania wytwarzania CAM (ang. Computer Aided Manufacturing) – z wbudowaną 3D kinematyką maszyny służącą do symulacji kodu NC
- Sonda narzędziowa
- Sonda przedmiotowa
- Zastosowanie podwójnego napędu śrubowego dla wszystkich liniowych osi X, Y, Z typu napęd przez środek ciężkości
- Podwójny silnik momentowy jednoczesnego i bezpośredniego działania dla napędu osi „A”
- Silnik momentowy bezpośredniego napędu zastosowany do napędu stołu obrotowego(palety) w osi „B”
- Konstrukcja maszyny zapewniająca maksymalnie wysoką sztywność obróbki oparta poprzez użycie „ramy w ramie”
- Kontrola kolizji w trybie automatycznym i ręcznym dla wrzeciona, przedmiotu obrabianego, narzędzi, oraz uchwytów mocujących detal
- Zaawansowane funkcje obróbki 5-axis takie jak:
- Nano smoothing (Nano wygładzanie – funkcje interpolacji)
- Al contur control II (Kontrola konturu AI II – funkcje posuwu, funkcje wspomagające obróbkę o wysokiej dokładności. Funkcja umożliwia eliminowanie opóźnień w przyśpieszaniu/hamowaniu ruchów maszyny, które staja się coraz większe wraz z wzrostem szybkości posuwu.
- Tilted working plane command (funkcja nachylenia płaszczyzny obróbki)
- Cutting point control command (kontrola punktu obróbki )
- Tool center point control( TCP)(kontrola punktu centralnego narzędzia )
- 3D cutter compensation(kompensacja narzędzia 3D)
- Smooth Velocity Control(funkcja kontroli prędkości skrawania)
- Workpiece mounting error compensation (kompensacja błędu mocowania detalu)
- rotary table dynamic fixture offset (przesuniecie punktu zerowego przyrządu)
- Możliwość adaptacji maszyny do systemu wielopaletowego
- Pobór mocy max. 66 kW
- Odizolowana strefa załadowcza od strefy obróbczej celem wyeliminowania drgań podczas załadunku mających wpływ na proces obróbki.
- Szkolenie personelu (w cenie maszyny) z zakresu obsługi maszyny – 5 dni roboczych
- Szkolenie personelu(w cenie maszyny) z zakresu podstaw programowania 5-osiowego – 10 dni roboczych
- Maksymalna powierzchnia do zagospodarowania to 44 m2
INFORMACJE O SPOSOBIE POROZUMIEWANIA SIĘ ZMAWIAJĄCEGO Z DOSTAWCAMI ORAZ PRZEKAZYWANIA OSWIADCZEŃ LUB DOKUMENTÓW, A TAKŻE WSKAZANIE OSÓB UPRAWNIONYCH DO POROZUMIEWANIA SIĘ Z DOSTAWCAMI
- Postępowanie prowadzone jest w języku polskim.
- Oferty, oświadczenia, wnioski, zawiadomienia oraz informacje zamawiający i oferenci przekazują pisemnie, faksem, drogą elektroniczną lub bezpośredniego doręczenia.
- Jeżeli zamawiający lub oferenci przekazują oferty, oświadczenia, wnioski, zawiadomienia oraz informacje faksem, drogą elektroniczną i bezpośredniego doręczenia każda ze stron na żądnie drugiej niezwłocznie potwierdza fakt ich otrzymania.
PROCEDURA:
a. Termin składania ofert: do dnia 08.07.2011 r., godz. 15:00 w siedzibie firmy TECHMATIK S.A. przy ul. Żółkiewskiego 131/133, 26-610 Radom
b. Oferty złożone po terminie nie będą rozpatrywane.
c. Oferent może przed upływem terminu do składania ofert, zmienić lub wycofać ofertę.
d. W toku badania i oceny ofert zamawiający może żądać od oferentów wyjaśnień dotyczących treści złożonych ofert.
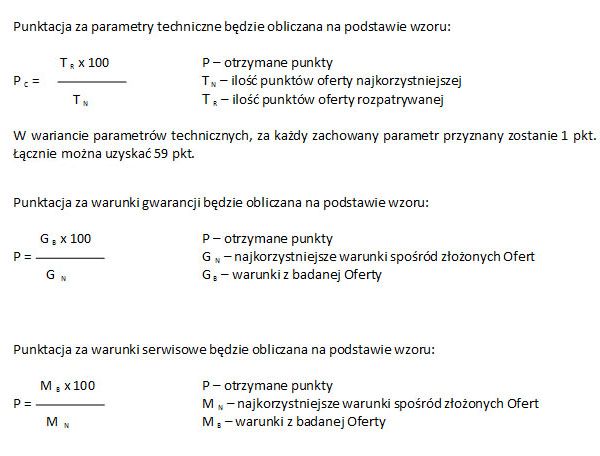
e. Kryteria oceny:
1. Parametry techniczne – 90%
2. Warunki gwarancji – 5%
3. Warunki serwisowe – 5%
f. Oferta musi zawierać:
– datę sporządzenia;
– okres ważności oferty – 60 dni od daty złożenia oferty;
– termin realizacji zamówienia;
– wymienione parametry zgodnie z opisem przedmiotu zamówienia,
– warunki gwarancji – w miesiącach;
– warunki serwisowe – w miesiacach;
– wyznaczoną osobę do kontaktu.
KRYTERIA OCENY OFERT I SPOSÓB OBLICZENIA CENY:
W przypadku złożenia oferty przez więcej niż jednego oferenta, zamawiający dokona oceny ważnych ofert na podstawie poniżej przedstawionych kryteriów oceny ofert:
| KRYTERIUM | WAGA (%) |
| Cena brutto | 90 |
| Termin realizacji | 5 |
| Warunki gwarancji | 5 |
Dotyczy realizacji projektu w ramach PO IG 1.4-4.1
Numer projektu: POIG.01.04.00-14-103/09 POIG.04.01.00-14-103/09
Tytuł projektu: „Opracowanie prototypu maszyny wielofunkcyjnej
elementem budowania przewagi konkurencyjnej spółki TECHMATIK”
GŁOSZENIE O DOKONYWANYM ZAKUPIE
Dotyczy zamówienia na:
Radom, 01.07.2011 r.
ZAMAWIAJĄCY:
TECHMATIK S.A.
ul. Żółkiewskiego 131/133
26-610 Radom
- Sławomir Podsiadło
- Beata Jędra
PRZEDMIOT ZAKUPU:
a. Postanowienia ogólne:
- Zamawiający udziela zamówienia w trybie zapytania ofertowego.
- Zamawiający nie dopuszcza możliwości składania ofert częściowych.
- Zamawiający nie dopuszcza możliwości składania ofert wariantowych.
- Zamawiający nie przewiduje zwrotu kosztów udziału w postępowaniu.
b. Opis przedmiotu zakupu:
- Zastosowanie podwójnego napędu śrubowego dla wszystkich liniowych osi X, Y, Z typu napęd przez środek ciężkości
- Podwójny silnik momentowy jednoczesnego i bezpośredniego działania dla napędu osi „A”
- Silnik momentowy bezpośredniego napędu zastosowany do napędu stołu obrotowego(palety) w osi „B”
- Konstrukcja maszyny zapewniająca maksymalnie wysoką sztywność obróbki oparta poprzez użycie „ramy w ramie”
- Poziome sztywne wrzeciono narzędziowe
- Przesuw osi X – 1550 mm
- Przesuw osi Y – 1600 mm
- Przesuw osi Z – 1300 mm
- Powierzchnia robocza palety – 1000×1000 mm
- Nośność palety – 2500 kg
- Liniały MAGNETYCZNE bezpośredniego odczytu położenia dla osi X, Y, Z z rozdzielczością 0,1 mikrometra.
- Minimalny kąt indeksowania stołu obrotowego pełnej 4-tej osi 0.001
- Zakres obrotu osi „B” – 360o
- Zakres obrotu osi „A” – 150 o (+30 o do -120 o )
- Czas obrotu osi „A”(90 o ) – 1.9 s
- Czas obrotu osi „B”(90 o ) – 1.7 s
- Realizacja kinematyki osi 4-tej i 5-tej stołu obrotowo-uchylnego ( „kołyska”) z obustronnym podparciem i jednoczesnym napędem
- Prędkość obrotowa wrzeciona – 10 000 obr/min
- Moc wrzeciona – 30kW
- Przyspieszenie wrzeciona do obrotów maksymalnych w ciągu 3,2 sek oraz wyhamowanie od obrotów maksymalnych do 0 w ciągu 3,4 sek.
- Siła zacisku narzędzia we wrzecionie 24 000 N
- Moment obrotowy wrzeciona min 600 Nm
- Napęd bezpośredni wrzeciona obrotowego
- Konstrukcja wrzeciona typu „cartridge” wraz z ułożyskowaniem
- Konstrukcja stożka wrzeciona – DUAL CONCTACT(Big Plus)
- Stożek wrzeciona typ MAS BT-50
- Posuw roboczy osi X, Y – 1÷42 000 mm/min
- Posuw roboczy osi Z – 1÷36 000 mm/min
- Posuw szybki osi X, Y – 42000 mm/min
- Posuw szybki osi Z – 36 000 mm/min
- Automatyczna wymiana palety
- Ilość palet – 2 szt
- Czas wymiany palety – 94 sek
- Odległość od powierzchni palety do osi obrotu wrzeciona – zakres -500 mm do +1100 mm
- Odległość od osi środka stołu do czoła wrzeciona – zakres 250 mm do 1550 mm
- Automatyczna zmiana narzędzia
- Pojemność magazynu narzędziowego – 60 pozycji
- Zalecana min. długość narzędzia instalowanego w magazynie – 800 mm
- Zalecana min. masa narzędzia instalowanego w magazynie – 30kg
- Czas wymiany narzędzia – 2.1 sek.
- Zarządzanie żywotnością narzędzia (Tool Life Mangament)
- Czujnik detekcji uszkodzonego narzędzia instalowany w magazynie
- Chłodzenie przez wrzeciono – 7MPa
- Sterowanie – FANUC
- Zintegrowany z sterowaniem system komputerowego wspomagania wytwarzania CAM (ang. Computer Aided Manufacturing) – z wbudowaną 3D kinematyką maszyny służącą do symulacji kodu NC
- Sonda narzędziowa
- Sonda przedmiotowa
- Zastosowanie podwójnego napędu śrubowego dla wszystkich liniowych osi X, Y, Z typu napęd przez środek ciężkości
- Podwójny silnik momentowy jednoczesnego i bezpośredniego działania dla napędu osi „A”
- Silnik momentowy bezpośredniego napędu zastosowany do napędu stołu obrotowego(palety) w osi „B”
- Konstrukcja maszyny zapewniająca maksymalnie wysoką sztywność obróbki oparta poprzez użycie „ramy w ramie”
- Kontrola kolizji w trybie automatycznym i ręcznym dla wrzeciona, przedmiotu obrabianego, narzędzi, oraz uchwytów mocujących detal
- Zaawansowane funkcje obróbki 5-axis takie jak:
- Nano smoothing (Nano wygładzanie – funkcje interpolacji)
- Al contur control II (Kontrola konturu AI II – funkcje posuwu, funkcje wspomagające obróbkę o wysokiej dokładności. Funkcja umożliwia eliminowanie opóźnień w przyśpieszaniu/hamowaniu ruchów maszyny, które staja się coraz większe wraz z wzrostem szybkości posuwu.
- Tilted working plane command (funkcja nachylenia płaszczyzny obróbki)
- Cutting point control command (kontrola punktu obróbki )
- Tool center point control( TCP)(kontrola punktu centralnego narzędzia )
- 3D cutter compensation(kompensacja narzędzia 3D)
- Smooth Velocity Control(funkcja kontroli prędkości skrawania)
- Workpiece mounting error compensation (kompensacja błędu mocowania detalu)
- rotary table dynamic fixture offset (przesuniecie punktu zerowego przyrządu)
- Możliwość adaptacji maszyny do systemu wielopaletowego
- Pobór mocy max. 66 kW
- Odizolowana strefa załadowcza od strefy obróbczej celem wyeliminowania drgań podczas załadunku mających wpływ na proces obróbki.
- Szkolenie personelu (w cenie maszyny) z zakresu obsługi maszyny – 5 dni roboczych
- Szkolenie personelu(w cenie maszyny) z zakresu podstaw programowania 5-osiowego – 10 dni roboczych
- Maksymalna powierzchnia do zagospodarowania to 44 m2
INFORMACJE O SPOSOBIE POROZUMIEWANIA SIĘ ZMAWIAJĄCEGO Z DOSTAWCAMI ORAZ PRZEKAZYWANIA OSWIADCZEŃ LUB DOKUMENTÓW, A TAKŻE WSKAZANIE OSÓB UPRAWNIONYCH DO POROZUMIEWANIA SIĘ Z DOSTAWCAMI
- Postępowanie prowadzone jest w języku polskim.
- Oferty, oświadczenia, wnioski, zawiadomienia oraz informacje zamawiający i oferenci przekazują pisemnie, faksem, drogą elektroniczną lub bezpośredniego doręczenia.
- Jeżeli zamawiający lub oferenci przekazują oferty, oświadczenia, wnioski, zawiadomienia oraz informacje faksem, drogą elektroniczną i bezpośredniego doręczenia każda ze stron na żądnie drugiej niezwłocznie potwierdza fakt ich otrzymania.
PROCEDURA:
a. Termin składania ofert: do dnia 08.07.2011 r., godz. 15:00 w siedzibie firmy TECHMATIK S.A. przy ul. Żółkiewskiego 131/133, 26-610 Radom
b. Oferty złożone po terminie nie będą rozpatrywane.
c. Oferent może przed upływem terminu do składania ofert, zmienić lub wycofać ofertę.
d. W toku badania i oceny ofert zamawiający może żądać od oferentów wyjaśnień dotyczących treści złożonych ofert.
e. Kryteria oceny:
1. Parametry techniczne – 90%
2. Warunki gwarancji – 5%
3. Warunki serwisowe – 5%
f. Oferta musi zawierać:
– datę sporządzenia;
– okres ważności oferty – 60 dni od daty złożenia oferty;
– termin realizacji zamówienia;
– wymienione parametry zgodnie z opisem przedmiotu zamówienia,
– warunki gwarancji – w miesiącach;
– warunki serwisowe – w miesiacach;
– wyznaczoną osobę do kontaktu.
KRYTERIA OCENY OFERT I SPOSÓB OBLICZENIA CENY:
W przypadku złożenia oferty przez więcej niż jednego oferenta, zamawiający dokona oceny ważnych ofert na podstawie poniżej przedstawionych kryteriów oceny ofert:
| KRYTERIUM | WAGA (%) |
| Cena brutto | 90 |
| Termin realizacji | 5 |
| Warunki gwarancji | 5 |
